Está com dúvidas e probelemas sobre como fazer ensaios o BCT? No texto que abaixo se segue, vamos dar-lhe um guia com as informações e conhecimentos necessários para entender e dominar este ensaio e, assim, melhorar o seu negócio.
O ensaio de compressão é um dos tipos de ensaios mecânicos essenciais para a conceção de embalagens seguras, capazes de proteger a mercadoria durante o ciclo de distribuição.
Partindo da teoria, analisamos na prática o que são ensaios de compressão, quais vantagens, tipos de testes de compressão e algumas regulamentações/normas a esse respeito.
O que é o BCT?

Em termos muito gerais, a resistência de compressão de uma caixa de cartão ondulado consiste numa medida direta da força de empilhamento de caixas cartão canelado, todavia, como as propriedades de suporte de carga de uma caixa são geralmente de importância decisiva sob condições de transporte, também podemos afirmar que a resistência à compressão constitui uma medida geral do potencial de desempenho de uma caixa de cartão.
A resistência à compressão é medida de acordo com algum método de ensaio padronizados e, genericamente, é designada pelo valor do BCT (Box Compression Test).
A figura 1 mostra-nos um exemplo de caixa de cartão canelado que colapsou em razão da falta de resistência compressiva.
É um dos métodos de ensaio essenciais em muitas indústrias, como a eletrónica, automotive, construção ou setor de fabrico de dispositivos médicos.
No caso da indústria do packaging, o ensaio de compressão torna-se imprescindível para testar embalagens de cartão canelado, assim como outros materiais destinados à produção de embalagens.
O método de ensaio Box Compression Test
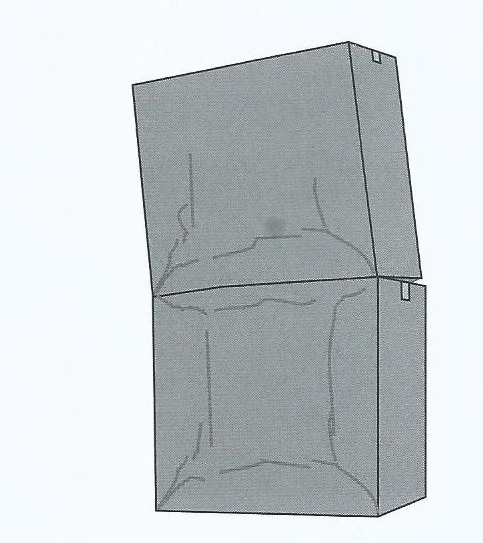
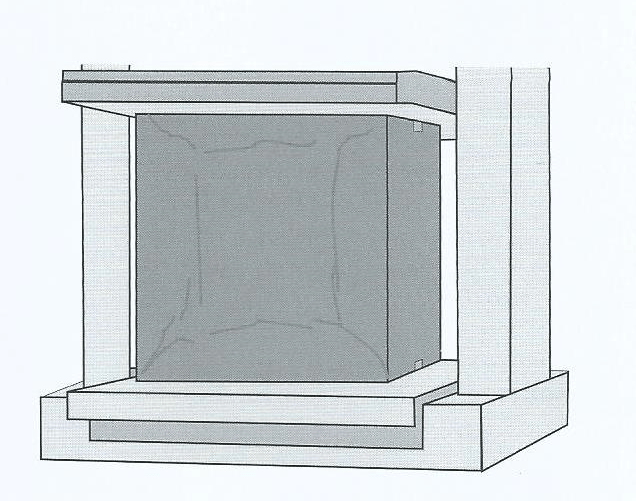
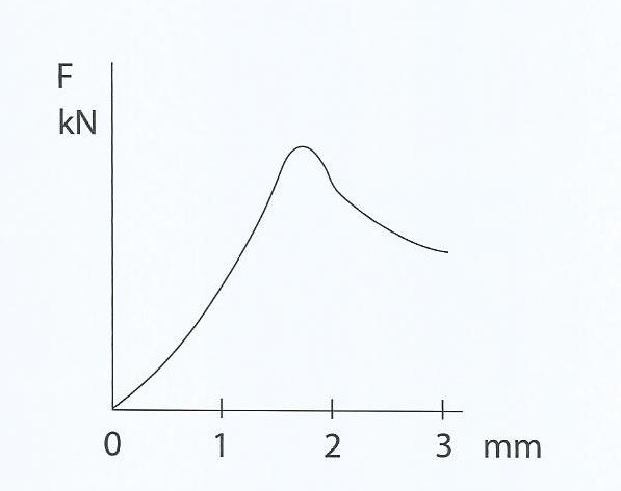
O método BCT é um ensaio de carga pura realizado no sentido de cima para baixo, realizado em caixas de cartão canelado vazias que são compactadas entre pratos paralelos num compressómetro de caixas (figura 1) a uma velocidade constante, geralmente 10-13 mm/min. A força e a tensão são registadas até que ocorra a falha ocorra. A força máxima atingida é considerada como a força de compressão da caixa de cartão. O ensaio é, ou deve ser, realizado em atmosfera controlada, ou seja, 23º C e 50% HR.
Este método é geralmente reconhecido como sendo aquele que melhor corresponde ao desempenho prático no empilhamento de caixas de cartão. O método BCT também mostrou-se ser um bom método para comparar as capacidades de carga de diferentes caixas de cartão canelado. As caixas devem, no entanto, ter o mesmo tamanho para que a comparação seja válida. Existem várias normas que regulam a forma como este ensaio deve ser feito:
- FEFCO 50 – Determination of the compression resistance of corrugated fiberboard containers;
- ASTM D642: Standard Test Method for Determining Compressive Resistance of Shipping Containers, Components and Unit Loads;
- ISO 2872: Complete, filled transport packages – Compression Test;
- TAPPI T804: Compression of fiberboard shipping containers;
- ISO 12048: Packaging – complete, filled transport packages – compression and stacking tests using a compression tester.
Equipamento de ensaio
Uma condição para realizar ensaios de BCT de forma uniforme é que o equipamento de compressão, atenda a todos requisitos básicos especificados na norma de ensaio. Esses requisitos são pré-definidos para que em diferentes condições de ensaio que possam influenciar os resultados possam ser controláveis ao máximo. Com efeito, isso é fundamental para que os diferentes resultados do ensaio sejam comparáveis, independentemente de onde e quando o ensaio foi realizado. Alguns dos requisitos fornecidos nas normas dizem respeito ao desenho dos pratos de compressão. Estes devem ser planos e rígidos. O paralelismo dos pratos é que deve igualar ou exceder regra de 2/1000; ou seja, se os pratos tiverem 1000 mm de comprimento, o desvio do paralelismo não deve exceder os 2mm.
Outro requisito a ter em consideração é uma velocidade de compressão fixa. As diversas normas estipulam-na entre os 10-13 mm/min. O facto de que a velocidade seja especificada com relativa precisão, pode parecer um pouco estranho, tendo em mente que os casos práticos de cargas às quais uma caixa de cartão canelado é exposta variam de um choque curto a mais de um ano de carga estática. Uma caixa de cartão exposta a uma carga estática com 80-90% do valor medido do BCT falhará após alguns minutos. Sob uma carga estática com 60% do valor da BCT, pode passar um mês ou mais até que a falha ocorra. A velocidade de indicada, portanto, não tem relevância para casos de compressão prático, mas para ensaios comparativos é extremamente importante que a velocidade seja bem especificada.
A precisão do sistema de medição de força do equipamento está especificada na norma FEFCO como sendo 2% da força. A norma FEFCO também especifica os requisitos de precisão de 5% na medição de tensão, o que é um tanto inconsistente, pois a tensão não precisa ser relatada de acordo com a norma supracitada. A norma TAPPI T-804 indica, por outro lado, que os quadros força/deformação devem ser incluídos no relatório. Um compressómetro de caixas (BCT) deve, pois, incluir a possibilidade de registar a força em função da tensão.
Que as propriedades tornam uma caixa de cartão canelado resistente a cargas?
Para darmos uma resposta geral satisfatória a esta questão, não podemos depositar a nossa única confiança no método BCT, ou seja, em medições realizadas em caixas de cartão canelado vazias comprimidas entre pratos paralelos. A realidade geralmente é algo completamente diferente, e os seguintes pontos também devem ser também tidos em consideração:
- Uma caixa de cartão está concebida para ter conteúdo (mercadoria). Será, em maior ou menor grau, a força por ele exercida que fará com que tenha a tendência de dobrar para fora;
- A carga atuará por um longo período;
- Durante o transporte, a caixa estará sempre exposta a vibrações e choques;
- A caixa de cartão será, com toda a certeza, exposta a diferentes condições atmosféricas;
- A carga derivada de empilhamento em armazém provavelmente não é tão uniforme quanto num compressómetro de caixas.
De acordo com Håkan Markström na obra Testting Methods and Instruments for Corrugated Board, testes práticos mostraram que apenas 20 a 35% da força de compressão medida por BCT são absolutamente confiáveis, ou seja, um fator de segurança de 3-5 vezes é necessário. Não obstante, um fator de segurança ainda mais alto deve ser adotado em certos casos, onde o manuseio “pouco cuidado” pode ser esperado, por exemplo, várias cargas e descargas durante o processo de transporte, diferentes climas e longos tempos de armazenamento.
Não obstante, durante os processos de empilhamento e o transporte, o valor do BCT mostrou ser uma propriedade muito importante para descrever o desempenho da caixa de cartão. A partir deste ponto de partida, podemos começar a estudar as propriedades que dão à caixa de cartão a sua capacidade de resistência. Também podemos ousar dar um passo e estudar matérias-primas, ou seja, como o placas e o ondulado afetam as propriedades da caixa de cartão. Inúmeros artigos foram escritos sobre esse assunto com uma característica comum; que a relação entre as propriedades da caixa e a prancha de cartão geralmente envolve a força de compressão e a rigidez de flexão do material da prancha de cartão e as dimensões periféricas da caixa. McKee e os seus colegas levaram a cabo o trabalho básico no início da década de 1960.
Esta publicação não será exceção, embora o foco seja um pouco diferente. A maioria dos artigos discute como se pode otimizar a propriedade BCT com recurso à equação de McKee.
Geralmente, há artigos que suportam a tese que os fabricantes de cartão e ondulado competiram com a ajuda da equação de McKee para convencer os fabricantes da excelência dos seus produtos.
Nós, enquanto simples especialistas na área do papel e cartão, abstemo-nos de qualquer tentativa em convencer/aconselhar os fabricantes sobre o que está certo ou errado nesse debate. Por outro lado, descreveremos o método e o equipamento de medição necessário e adequado, para que o leitor (seja fabricante, responsável da qualidade ou de produção) possa melhorar o seu cartão em relação ao desempenho. Pela nossa visão, sustentada em décadas de experiência que me foram transmitidas pelo meu mentor “Mestre”, é apenas o próprio fabricante de cartão que tem o conhecimento necessário. Ninguém melhor do que ele, fabricante, tem uma melhor visão do mercado e potencialidades do processo produtivo. Apesar da crescente globalização em que todos vivemos, todos nós estamos também sujeitos a condicionantes locais, o que torna impossível fazer declarações gerais sobre a escolha de ondulados, kraft, etc.
Por conseguinte, devemo-nos focar em boa tecnologia de medição. Sem o devido conhecimento sobre como realizar medições de maneira correta no kraft, no ondulado, nas próprias matérias-primas da prancha de cartão canelado acabada e na caixa em si, então todos os esforços de otimização serão vãos. Medidas executadas incorretamente ou métodos incorretos podem criar confusão em vez de clareza. Medir é conhecimento, esse lema sempre foi verdadeiro, mas se alguém mede erroneamente, o que se sabe essa pessoa?
Equação de McKee
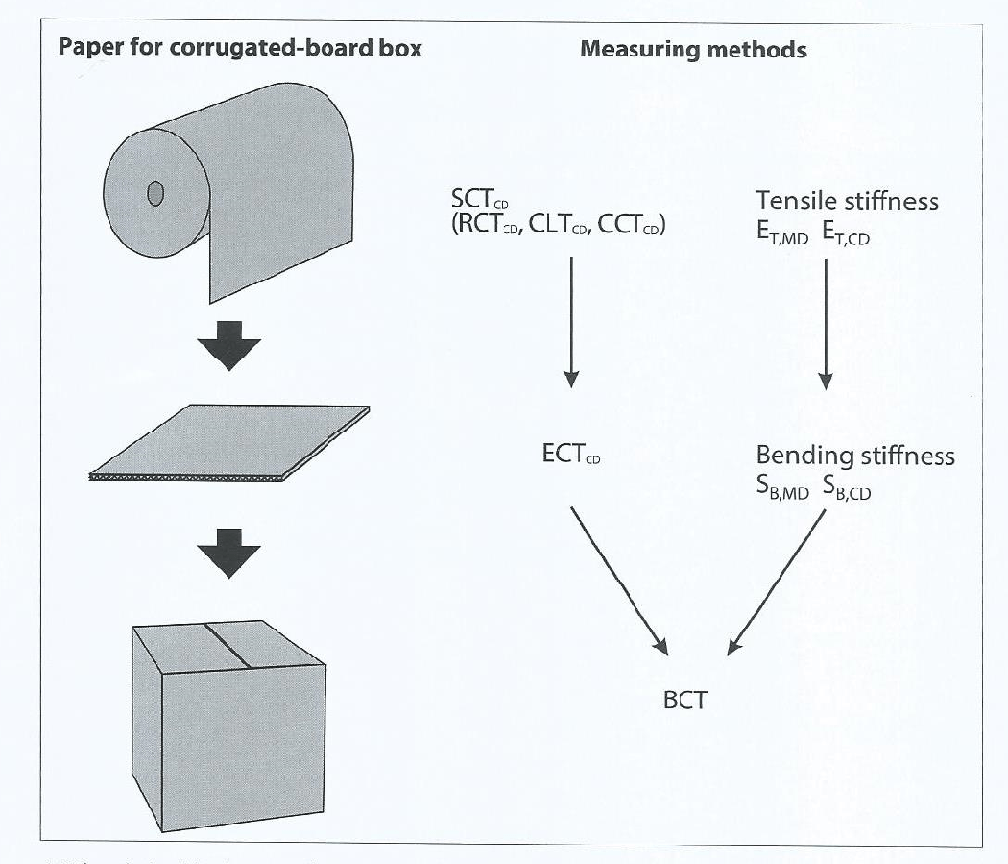
De acordo com a equação McKee, o valor de compressão Box Compression Teste de uma caixa de cartão ondulado de design Regular Slotted Box (RSB), poderá ser previsto mediante o conhecimento do seguinte:
- O Edgewise crush resistance do cartão, o valor ECT expresso em kN/m (ver entrada no blog);
- A rigidez flexível nas direções MD e CD da prancha de cartão canelado, SB,MD e SB, CD. Valores expressos em Nm.
- A periferia da caixa Z, expressa m;
Em geral, a denominada fórmula de McKee diz:
BCT = k1 x (ECTb) x (SBb)1-x x Z2x-1
Para o cartão, a fórmula pode ser adaptada da seguinte forma:
BCT = k1 x (ECTb)0,75 x (SBb)0,25 x Z0,5 … [1.1]
Onde (SBb) é a média geométrica dada por:
McKee considerou a fórmula útil se a relação profundidade/periferia fosse > 17.
Numa versão simplificada desta equação, a rigidez de flexão é substituída pela espessura da prancha de cartão canelado, T.
BCT = k2 x ECTb x T0.5 x Z0.5 … [1.2]
K1 e k2 são constantes escolhidas para que o produto forneça o valor BCT – expresso em N.
O fundamento teórico é que a rigidez flexível da prancha de cartão canelado em grande parte é influenciado pela distância da linha central de flexão neutra da folha até aos centros dos revestimentos da superfície, ou seja, aproximadamente a espessura da prancha. Notem bem que a equação simplificada obviamente não leva em consideração a rigidez de flexão real, a qual, por sua vez, depende da rigidez à tração das camadas de kraft e, em CD, também ondulado. Deste modo, esta equação não deve ser considerada na comparação de valores BCT quando diferentes camadas de cartão e ondulados estão envolvidos.
Enquanto cliente, pode esperar que o fabricante do Kraft prefira mostrar a excelência do seu produto com a ajuda da equação completa de McKee. Por outro lado, os fabricantes de ondulado e da camada de cartão provavelmente preferirão a equação simplificada.
O motivo é compreensível. Bons liners e bons ondulados mostram atualmente valores de força de compressão num nível com os dos revestimentos Kraft. O revestimento de Kraft realmente fornece uma resistência ao rebentamento consideravelmente mais alta, mas não há qualquer correlação entre a força de rebentamento e o BCT. Não obstante, um valor de rigidez à tração consideravelmente geralmente mais elevado é geralmente alcançado com o revestimento Kraft do que com o mesmo revestimento de kraft, mas em fibra reciclada. Isso leva a uma rigidez de flexão mais alta na prancha de cartão canelado, bem como maior resistência à compressão (BCT).
A base da equação simplificada, na qual foram excluídas variações na rigidez de flexão do cartão canelado foi quando McKee desenvolveu as equações, ainda não existiam bons equipamentos para a determinação precisa da rigidez à flexão. Felizmente, hoje não é mais assim. Para isso, foi desenvolvido o denominado compressómetro em vão curto, ou, se preferir em inglês Short Compression Test (SCT).

Com este novo equipamento, a rigidez à flexão pode agora ser determinada com uma elevada precisão em ambas as direções no cartão canelado.
Por conseguinte, não há razão para não usarmos a equação completa, na qual tanto a força de compressão quanto a rigidez de flexão estão incluídas. Para além disso, o equipamento SCT substitui o ensaio RCT, tendência atual no mercado do papel.
A equação de McKee provavelmente não fornece uma resposta completa sobre como o valor do BCT depende das propriedades do ECT e da rigidez de flexão do cartão canelado. Certamente ocorrem desvios, por exemplo, devido a vincos da caixa. Não obstante, o facto é que, para um número estaticamente garantido de caixas de tamanhos diferentes, fabricados a partir de diferentes fabricantes de cartão, o relacionamento é válido.
É evidente na equação de McKee que existe uma forte conexão entre resistência à compressão e a rigidez à flexão do cartão canelado e o valor do BCT. Esse alto valor de compressão do cartão fornece, obviamente, um valor elevado de BCT. Com efeito, logo também é necessária uma alta rigidez de flexão, caso a maneira pela qual a falha na compressão ocorrer durante uma carga da caixa de cartão é analisada.
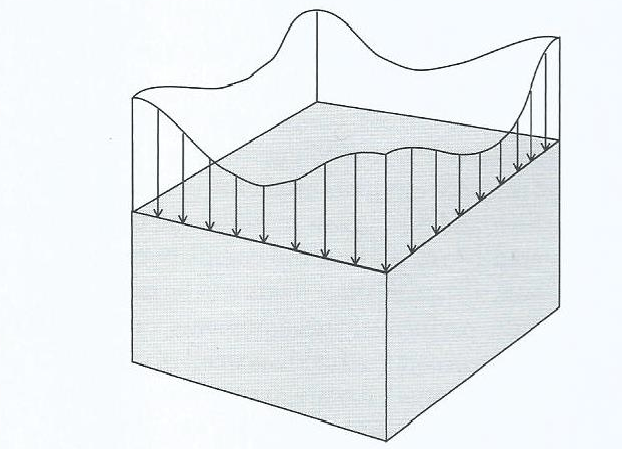
Sob cargas de compressão baixas, a carga é eventualmente distribuída em torno da periferia da caixa. Caso a carga compressiva seja aumentada, será atingido um nível crítico, no qual as paredes da caixa dobram-se para fora, enquanto as bordas verticais da caixa permanecem retas. A distribuição de carga ao longo da periferia da caixa concentra-se em torno dos seus cantos. Se agora a carga for aumentada, a falha ocorrerá em primeiro lugar nas regiões dos cantos próximos dos pontos em que as bordas horizontais e verticais se encontram. Na sequência, os painéis da caixa rompem com a falha de compressão no revestimento interno (denominado inner liner).
A capacidade de resistência máxima da prancha de cartão canelado dependerá não apenas da capacidade de compressão da prancha, mas também, em grande media, da capacidade da prancha em resistir à dobragem dos painéis, ou seja, sua rigidez à flexão. Quanto maior a rigidez de flexão, melhor o material que forma uma caixa vai suportar a cargas de compressão.
Otimizar o Box Compression Test
O estudo das relações do papel até ao produto final – caixas de cartão canelado – indica-nos quais as propriedades são especialmente importantes medirmos para, de modo, atingirmos as propriedades desejadas do produto acabado, ou seja, uma maior resistência de BCT pelo menor preço possível.
A relação entre resistência ECT e resistência compressiva
A relação entre o valor ECT do cartão canelada e a força de compressão do revestimento (liner) e o ondulado pode, em geral, ser expressa da seguinte forma:
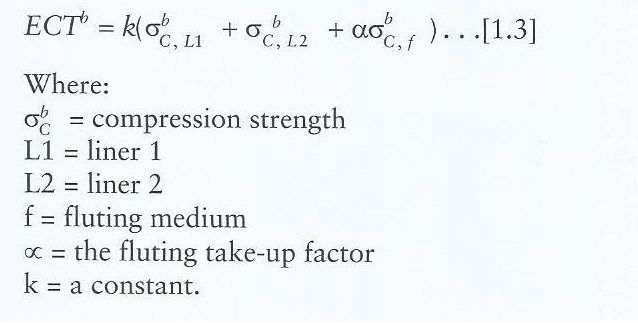
O problema é encontrar o valor correto da constante “k”. Em teoria, o somatório das resistências à compressão dos revestimentos/liners e ondulado(s) deve ser igual ao valor ECT, de modo que k = 1 ou ligeiramente menor, a fim de compensar a redução na resistência à compressão do canelado causada pela acaneladora, o que é quase insignificante.
Infelizmente, a realidade é um pouco mais complicada. Em razão da dificuldade em determinar nas mesmas condições de medição, o ECT do cartão e as resistências à compressão do revestimento e do ondulado, temos que “resignar” a conviver com um fator “k” que varia em função dos métodos de ensaio selecionados. Além disso, a afirmação de que “o somatório das resistências à compressão do revestimento e do canelado é igual a ECT” só pode ser válida se a deformação até a falha for igual tanto para o revestimento (liner) como para o ondulado, ora isso raramente se sucede.
De qualquer forma, faltam métodos de rotina para a determinação da tensão de compressão até a falha. No entanto, pesquisas interessantes neste campo estão a ser realizadas, por exemplo, pelo Forest Products Laboratory in the USA. Um exemplo de como o valor de “k” depende do método de medição é dado pelos seguintes resultados publicados pelo SCA na Suécia.
A constante (k) nos diferentes métodos de ensaio:
RCT – 1.28 ± 0.08
CCT – 0.97 ± 0.04
SCT – 0.71 ± 0.03
Em cada caso o valor de ECT foi determinado em conformidade com o método FEFCO.
A relação entre rigidez à fexão e rigidez à tração
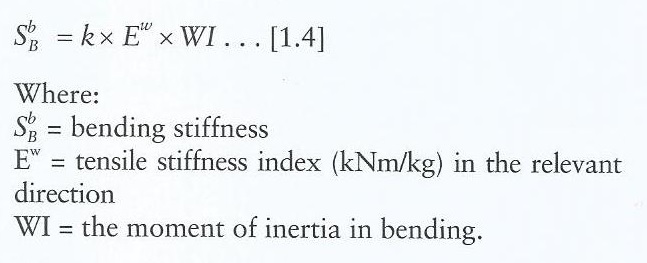
A relação entre a rigidez de flexão da placa de cartão canelado e a rigidez à tração do revestimento e do ondulado é, talvez, ainda mais complicada de calcular teoricamente.
Supondo que, para obtermos uma boa rigidez à flexão, a principal tarefa do papel canelado é poupar os revestimentos da tração e compressão portadores de carga durante a flexão da prancha de cartão canelado, a conexão pode ser simplificada para:
Desta forma, podemos aferir a rigidez flexível da prancha de cartão na direção da máquina (Machine Direction) e na direção cruzada (Cross Direction).
Outra regra teórica basilar diz-nos que a rigidez à flexão da prancha de cartão é proporcional ao quadrado da espessura total da prancha de cartão canelado. A espessura é, por sua vez, determinada pelo tipo de ondulação e quão bem o perfil do ondulado foi preservado através da prancha ondulada e das máquinas de converting.
Uma vez que a espessura afeta bastante o momento da inércia na dobragem, ela deve ser medida cuidadosamente com um recurso a um micrómetro. É possível que a pressão de medição ditada na norma seja muito baixa para indicar as mudanças de espessura em virtude do esmagamento do cartão, o que pode influenciar os resultados de BCT.
A rigidez à flexão do cartão é, de certo modo, subestimada, particularmente na direção CD, se a contribuição da camada ondulada para a rigidez flexível do cartão canelado for negligenciada, mas os cálculos são consideravelmente facilitados se recorrermos à formula (figura 6).
Conclusão
O valor ECT pode ser aumentado e, consequentemente, o valor BCT, numa caixa de tamanho determinado usando revestimentos (liners) e ondulados com uma força de compressão mais alta ou por uma gramagem mais alta de matéria-prima idêntica. Na fórmula de McKee para o BCT de caixas de cartão, o valor da ECT é aumentado para a potência 0,75.
A rigidez à flexão para uma dada altura de ondulado e a gramagem da prancha de cartão ondulada podem, na prática, só ser aumentada mediante a distribuindo o máximo possível a da gramagem para os revestimentos e usando um liner com uma maior rigidez de tração.
Na equação de McKee, a rigidez geométrica média de flexão,
é aumentada apenas para a potência de 0,25. Por conseguinte, é fácil subestimar o efeito da rigidez à flexão. Na realidade, o valor do BCT geralmente pode ser mais facilmente aumentado através de um aumento na rigidez de flexão. A razão prende-se com o facto de que a rigidez à flexão aumentar drasticamente, mesmo com um aumento moderado na gramagem da camada de liner.
Num processo de otimização e melhoria dos valores de BCT, é preciso, ao mesmo tempo, considerar outras propriedades de força, como FCT e força de rutura para nenhuma delas pode ser completamente negligenciada. A busca de uma rigidez de alta flexão não deve, porém, resultar numa redução do valor de FCT tal que a placa de cartão canelado é facilmente danificada ou as camadas onduladas tornam-se incapazes de manter as camadas de liner separados durante a flexão.
Com um bom conhecimento de como as propriedades do papel afetam a propriedade do cartão canelado, essas relações podem ser colocadas na fórmula de McKee em vez dos valores de ECT e rigidez à flexão. A fórmula é, certamente, complexa, mas com a ajuda de um computador e um dos programas de cálculo populares que o mercado oferece, a otimização é fácil com uma precisão relativamente boa. Os próprios preços atuais de matérias-primas e outros fatores de produção também podem ser inseridos na equação, o que torna possível realizar uma análise 360º.
Com tais técnicas, estão lançadas as condições básicas necessárias para a ambicionada otimização do desempenho do cartão canelado. Não nos devemos esquecer, todavia, que esta técnica é baseada em relações incertas. Por conseguinte, ter à disposição a um laboratório bem equipado, no qual medições cuidadosas podem ser levadas a cabo, não apenas em papel e cartão, mas também na caixa propriamente dita, é absolutamente necesssário.
Sublinhado nosso
O potencial de lucro deve ser bom tendo em conta que os custos das matérias-primas constituem, regra geral, mais de metade do custo da produção do produto em cartão canelado. Desse ponto de vista, o custo de um laboratório moderno e bem equipado é uma gota no oceano em relação ao lucro que pode gerar. Daí uma recomendação – Meça mais e aprendam mais sobre o vosso produto e cliente.
